5.0 基于時間的供應鏈管理
預防生產過多的直覺機制不是限制空間或庫存,而是時間,如果一個人想預防車間提前生產過多,那么他就不應該提前發料,使用時間進行控制不僅符合直覺,更重要的是容易被現場工人接受,特別適合于相對不穩定的環境.而且對車間現場的流動性所造成的停頓也不會那么敏感.
基于時間的管理機制在于控制整個系統的庫存總量,而非限制兩個工作中心的庫存量. 在流 水線或KANBAN機制下,兩個工作中心之間被迫持有少量庫存(通常少于1個小時的量),所以,當一個工作中心停機一段時間的時候,那么后工序立刻會遇到饑餓現象.而前工序又遭遇堵塞現象.對于任何工作中心來說,由于饑餓和工序堵塞所造成的時間浪費遠遠大于該工序的產能,所以整個公司有效產出大幅度下降. 而流水線和KANABAN系統對于系統反映的敏感性在于一個工作中心的延遲會造成下一個工作中心的延遲,而這種現象在基于時間管理為基礎的環境中是不可能存在的,因為一旦材料發放到現場中,就不會有任何人為的干預.
采用基于時間管理為基礎的方法最大的困難莫過于,針對每個訂單,我們都應該在其交期的一段時間內限制其材料的發放.但是如何知道提前多久呢?當計算機在工業時代(六十年代早期)出現的時候,它的主要能耐是處理大量的細節和計算,以及為每一種物料和訂單計算時間,在最近十年的時間里,全世界很多公司開發了很多應用軟件,但不幸的是.更好流動性和更少在制品的想法一直無法通過計算機加以實現.
真正的問題是一個產品從原材料轉換成成品再到準備發貨給客戶的時間,完全取決于它在流程中的等待時間(通常一個資源在加工一個訂單或者等待其它的部件進行裝配), 而不是該訂單的靜加工時間.眾所周知,幾乎任何行業(流水線和應用KANBAN系統的公司除外),其一個典型批量的凈加工時間少于整個訂單前置時間的1/10.結果呢,何時釋放物料取決于該訂單等待的位置和等待的時間有多長, 而這兩者反過來決定要花多長時間來完成這個訂單, 需要花多長時間來完成此訂單又決定了何時應該釋放下一個訂單的物料,我們面臨著雞和蛋誰先誰后的問題,在七十年代,我們通過應用軟件系統來解決這個問題,當時的軟件系統是這樣運行的,確認每個資源的計劃負荷超額總量(排隊訂單的大小),并調整部分訂單的交期,一直重復這個過程,直到所有資源的負荷超額部分都消除了.但是這個并沒有持續很長時間,因為大多數流程并沒有聚合,不管進行多少次的調整,資源負荷超額的問題總是會從一道工序轉移到下一工序.
結果呢,在七十年代,使用這些電腦系統并不是用來精確知道發往現場物料的時間,更是用來更好計算物料需求,并從供應商那里訂購物料,所以該電腦系統的正式官方名字正式反映了該系統的用途—物料需求計劃(MRP).
花了如此大的心力并沒有開發出一套務實的基于時間的管理機制,并不能簡單地認為無法發展出一套適合非穩定環境的有效管理機制,在非穩定的環境下滿足客戶準時交付的軟件限制,更不應該成為我們不去使用如此有效管理機制的障礙,同時也應該提出警告那些光處理大量細節和計算細節的系統,我們需要的只是一個總體的方法而不需要具體的細節.
回歸到基本面,按照供應鏈的基本概念,其目標是改善車間的流動性,以減少生產前置時間,使用時間(而非空間或者庫存)作為指導生產現場何時不要生產的機制,規定了我們盡量在交期前的一段時間內投入物料,剛好及時JIT是什么意思?雖然剛好及時JIT在精益里面是個非常重要的名詞,但它也只是形容詞而非量詞. 在精益系統中, 剛好及時的意思不是正在加工的零部件剛好在下一分鐘,下一秒剛好到達. 實際上,即使在最好的KANBAN系統下,傳輸到下一工序的部件也無法立即開工(因為工序與工序之間還有大量的等待時間和在制品), 所以,究竟要間隔多長時間才能被認為是剛好及時呢?明確地說, 如果我們期望通過限制物料的發放來實現預防生產過多的目的,那么我們究竟在一個訂單的交期上提前多久發放物料呢?
檢測是一個合理答案的辦法就是看一下我們選擇的間隔時間對現場造成的影響,以及需要管理者密切監控的幅度有多大?假設我們剛好在一個訂單交期的總凈加工時間總和前投入物料. 那么這種時間設置就會需要大量管理者的現場監督. 因為任何工序的延遲將會導致整個訂單交期的延誤, 而且精準排程的前提是現場不能有任何的等待, 任何的等待將會造成部件加工的等待. 這顯然不是務實的做法, 即使密切的管理監控也不足以滿足所有訂單的交期,所以我們必須選擇一段更長的時間間隔, 而且這個間隔必須包括部分的安全時間. 這個安全時間通常就是我們所說的 “時間緩沖”.
選擇更長的時間緩沖意味著生產前置時間的加長,而生產時間的加長則意味著在制品數量的上升. 但是更長的緩沖時間意味著有更多的安全時間, 更多的安全時間意味著需要更少的管理監督時間.因為大部分的訂單都會在它的交期前完成. 但這種情況針對那些時間緩沖很短的產品來說, 這種觀念是正確的,但是當時間緩沖很長時, 另外一個另人頭痛的問題就出現了,時間緩沖越長, 就會有更多的材料被提前同時發放到現場,當有太多訂單被發放到現場的時候,現場就容易造成塞車,塞車越嚴重就越需要管理者的監督并制定出正確的優先順序.現場所需要管理者的監督與所選擇的時間緩沖呈以下圖1關系.
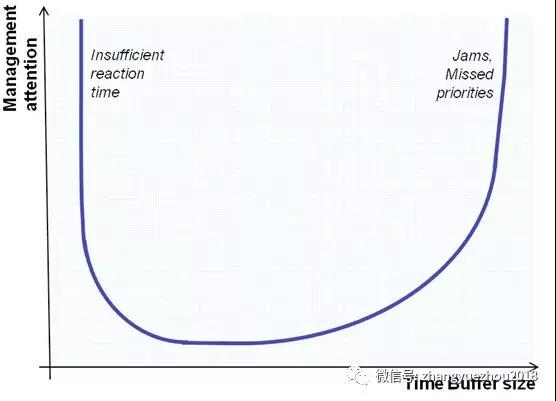
按照大野耐一或福特模式的生產型企業其生產前置時間通常比實際的凈加工時間要只長幾倍, 所以管理者不用花大太的心力去指導現場那些工作的優先順序. 他們肯定落在曲線底部的左邊.但是以傳統模式運作的企業,大部分的訂單又是落在曲線的什么位置呢?
正如我們所說,大部分傳統的工廠,其訂單批量的凈加工時間只占了整個生產前置時間的大約10%.90%的時間都是在等待被加工或者等待同另外一個部件裝配在一起. 我們從福特和大野耐一身上學到的是, 不要接受所謂的固定批量.
應該盡力追求單件流,我們已經深深認識到當我們正在加工一個批量的一件產品時(混合或烘干過程除外),其它的部件都在等待,那就意味著大部分的傳統企業,如果其生產批量大于10件(大部分的企業都是如此),而凈加工時間通常少于1%.這就導致另外一種現象出現了,無論你使用什么優先生產系統, 現場的訂單都是顯示三種,“急”,“緊急”“馬上做”.這些公司大部分是在平滑線的右邊(參考圖1).
大部分訂單在處在右邊實際上意味著整個工廠處在“雙輸”(庫存高與準交率差)的局面;前置時間非常長(相對于凈加工時間),庫存非常高,而且大多數公司都面臨著非常糟糕的準交率(遠遠小于90%),盡管采取了大量的管理監督行動. 記住,如果管理者選擇了一個相對較短的時間緩沖(讓它落在曲線的底部) 情況就會大大好轉,但是大多數公司為何愿意讓自己處在雙輸的局面呢
福特和大野耐一給出了答案. 與傳統觀念相反的是, 他們認為連續啟動所有資源并不是有效組織生產運營的方法.相反的是.情況剛好與傳統觀念相反,為了實現有效的組織生產,所有的局部效率必須廢除,但是傳統公司的做法是盡量啟動所有的資源. 當上游工序是非瓶頸的時候,這些工序就會時不時沒事情做, 為了預防這一問題的發生, 就先把材料發下去做, 即使是還沒到期訂單甚至包括部分預測的訂單也發下去做,這么做的不可避免的后果就是等待的時間加長了.過長的等待時間就會造成部分訂單無法準時完工,最后又會誘使我們提前發料下去,同時也會給我們造成一個假像,我們沒有足夠的產能.不難想象到整個公司的訂單又會被推向右邊曲線.
改善車間流動性一個好的出發點就是將時間緩沖設為目前前置期的一半;這種選擇方式就會保證公司的訂單會落到曲線的底部之間: 沒有必要浪費時間計算最佳的時間點或最優化的時間點,取得的改善效果就會非常明顯,而且如果選擇不當,我們嘗試平衡流動性的努力就會自動修正到平滑曲線的底部范圍的某個點.
但是你無法期待光做出這種改變, 就會產生大于90%以上的準交率.因為在做出這種改變之前,有太多的訂單在現場,在某些資源面前有太多的訂單在等待加工,如果這時候讓它們自行安排加工的話,勢必有部分訂單會延誤.這時候現場就需要一個訂單加工優先機制,而現場需要加工優先機制的需求不應該成為復雜計算模式的借口,因為進到現場的訂單數量常常在改變, 訂單加工內容也會從一道工序轉移到下一道工序,而且等待的時間也會常常在變,同時我們也別忘了現場也會常常加工中斷,總之,整個環境的變異性非常大.我們早就從休哈特那里學習到將物理學應用到制造現場的教訓,而之后戴明將此理論發揚光大,在噪音上追求準確無法帶來任何改善,只能讓整個改善結果惡化—最終的結果也是沒有任何改善,而且還會導致準交率惡化。
一種最直接的優先系統就是當我們認識到目前時間緩沖只有目前生產前置時間一半的時候,但實際上即便是一半也比現有的凈加工時間還要長,如果采用這個操作模式的話,將會大大減少現場的塞車現象, 不需要任何干預,許多訂單就會在時間緩沖的 1/3時間內完成, 而大部分訂單將緩沖時間的 2/3內完成,基于這個認識, 優先順序完全按照緩沖管理來安排, 對現場每一批產品在現場消耗的時間進行監控, 如果大于1/3的緩沖而小于2/3的緩沖,則優先順序的顏色為綠色, 如果大于1/3的緩沖但小于2/3的緩沖,則優先順序的顏色為黃色,如果大于2/3的緩沖,則優先順序的顏色為紅色,如果兩批產品有同樣的緩沖顏色,那么決定先干哪一批只要準確計算緩沖狀態的深度就可以了.
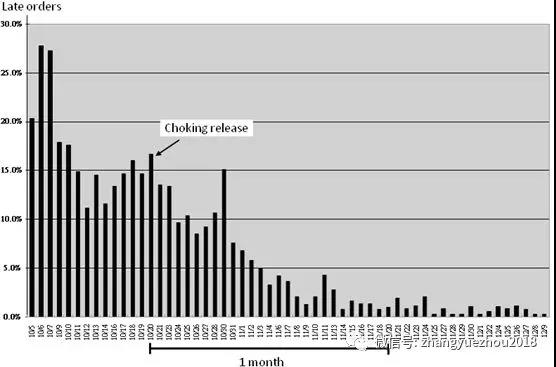
在現場導入這樣一套系統相對比較容易,因為不需要任何物理變化,只需要采取行動在交期前的歷史前置期的一半進行控管投料,再加上在現場使用一套非常簡單的顏色表示優先系統. 將會產生非常明顯的改善,特別是同你改善所做的努力相比較時,而產生如此有效的改善只需要邁出這一步.圖二展示了一個2000人的工廠生產成千上萬種廚房用具的公司(廣東惠州生產鍋碗瓢盤的企業)的訂單延誤的百分比與改善的幅度與速度.
當然,所有的局部效率必須禁止使用,否則的話,提早發放物料的壓力將會死灰復燃.經驗顯示越快快速導入這套機制并向現場展示正面有效的改善效果,在改革過程中將遭遇非常小的抵抗.但是在大多數環境中,仍然有部分訂單會延誤交期,而且還有相當大的改善潛力可供挖掘,這時候供應鏈管理的第四個概念必須加以應用—在過程中導入聚焦系統以取得更好的流動性.
平衡車間的流動性相對比較容易.控管投料將會釋放出之前從未有過的多余產能.但是也有些工序它的產能比其它工序少.這些工序由于面前堆起了很多庫存,其加工進度就會受到影響.而實際上必須廢除局部效率并采取一些非常簡單的行動來增加產能限制資源的產能,簡單的行動如,這些工作中心在午餐或者換班時間不要閑置,把他加工工作的一條部分移給其它有多余產能的工序去完成.
采取以上行動將會導致積壓在CCR前的等待越來越少, 也有越來越少的訂單進入到紅色區域.這就意味著.原有的時間緩沖可能不需要那么長了.而有效的規則便是調整時間緩沖大小. 當紅單比例遠遠小于下發工單的5%時,就應該減少緩沖,當紅單比率大于10%的時候,就應該調大緩沖.
一個公司如果能遵照上述規則,在短短幾個月內,將實現非常高的準時交貨率,非常短的生產前置時間以及暴露出大量剩余的產能.不要以為這是件好事,其實挑戰剛剛才開始.在過去,很多時候(經常這樣)高層管理者對于暴露出多余產能的處理辦法就是砍掉多余的產能并實現所謂的成本節約.這是一個自掘墳墓的做法,因為多余的產能往往就是員工-而這些員工幫助我們取得了巨大的改善,但到頭來給他們的“獎勵”是什么?丟掉自己的工作,朋友的工作也丟掉了.多漂亮的“改善”啊,而眾多經驗表明,只要一采取這種行動,那么所取得的改善成果將會功虧一簣,所以一切將會重新回到起點. 希望我們不要有這樣的管理行為.
處理多余產能的合理方式是充分加以利用,鼓勵銷售人員去把取得的改善成果轉換成更多的銷售.增加的銷售將會很容易造成新瓶頸的出現.在承諾新訂單交期的時候如果忽略瓶頸的產能將會導致準交率的急速下降,以及大量失望客戶的產生,這時候需要在銷售和生產之間建立產銷機制, 這才是真正的挑戰,
這時候瓶頸就成了整個訂單的鼓點,而時間緩沖也會轉換成發料時間, 而控管投料將指導整個訂單下發的機制.這就是為什么基于時間的限制理論的應用被稱為是鼓-緩沖-繩子系統,簡稱DBR系統.目前來說,還可以通過記錄和分析紅色訂單的原因來進一步優化和改善我們的生產流程.
6.0 日立實例
日立模具工程技術公司是一家240億日元的公司,設計和生產超過20000種不同的切割工具,對于大多數產品來說, 其需求非常不穩定. 行業通常的做法迫使他們每隔六個月就推出新產品. 當新產品進入市場的時候, 舊產品就過期了. 難怪他們努力導入精益但最后還是失敗了.
日立模具工程技術公司在2000年的一月份就開始在他們四個工廠中的一個工廠導入 DBR系統.準交率在短短時間內從40%改善到85%以上,在制品和前置時間被縮小一半,使用同樣的人力出貨量比導入前增加了20%,在2003 年, 他們在全部四個工廠導入了DBR.
前置期的大幅縮短和更好的快速響應系統大幅度地降低了整個供應鏈的庫存,包括分銷商在內的庫存—從8個月的庫存減少到只有2.4個月的庫存量,大幅度的庫存減少顯著地改善了分銷商的投資回報率,釋放出大量現金,并大大改善日立同配銷商的關系.難怪所有日立的分銷商都增大了持有的產品種類,而這一調整直接導致了20%的銷售增長.
真正給日立帶來巨大的影響是當我們檢視整個日立公司的從2002年到2007的財務底線改善方面,而這一增長況且是基于原材料價格增加的幅度遠遠大于切割工具的銷售價格增加幅度的前提下完成的.在正常這種情況下,一個公司的凈利是會大打折扣的,但實際情況是相反,日立模具工程技術公司的年度稅前利潤從2002年的11億日元上升到2007年3月份的
53億日元,凈利在五年時間內增加了五倍, 日立模具工程技術公司的利潤率也從2002年的
7.2%上升到2007年的21.9%. 達到同行業最高的利潤率水平.
7.0 DBR的應用范圍
正如我們之前所提到的,任何解決方案的應用是基于一定的環境假設條件下, 我們不應該期待當一個環境的假設條件都無效時,還去應用過去的解決方案.關于DBR 應用的假設條件是非常明顯的.它假設整個生產的凈加工時間與自己的前置時間相比遠遠小于10%,大多數公司都適合這種環境.當然也有少部分不符合這種環境的,或者說他們更適合我們常說的項目環境.
在項目環境中,其凈加工時間相對比較長,生產前置時間通常只有凈加工時間的兩倍(很少有三倍的),這也難怪項目管理的績效是如此的差, 以致于無人期望項目能按時,按預算,按照預定內容準時完成. 但是,這種實施不應該讓我們得出DBR的假設條件已經無效,確實,DBR對于項目環境來說是不適合的.需要采用另外一種方法來應對其凈加工時間相對長的環境.