個人觀點,僅供參考
一、不良效應和惡性循環
1、生產管理觀念和意思落后
以成本和效益為核心,沒有把客戶滿意度、客戶服務水平為衡目標。把費用控制作為主要手段,致使非生產人員(指揮和領導)編制受限,反而造成了準交率低、交貨周期長,作業效率低現象(資源產出效率極低)。
2、生產管理方法落后
工廠整體布局不科學,物流路徑非常不科學:路徑長且物流對沖嚴重,極大浪費人工。
車間的設備布局不合理,未按照物流走向布置設備,物流和產品流轉不科學。現場5S差,員工怠工、待工等非作業時間差。員工作業過程設備化、工具工裝化程度低,手工作業多,作業效率低。
無月計劃、周計劃和日計劃,以完工計劃代替開工計劃,計劃控制精度差。
3、組織結構不健全
沒有獨立的工藝部門,沒有獨立的PMC部門,沒有核心的生產組織體系。生產計劃、采購和倉庫分屬不同的部門,協同性較差。
無PMC部門,造成了無核心指揮部門,協同性差。
4、基礎數據差,經驗管理為主
雖然很早就上線了金蝶K3 WISE的ERP系統,但是版本比較老,并沒有得到較好的更新。ERP系統僅僅使用了進銷存和財務系統,并沒有使用生產管理系統。
物料編號、BOM和庫存均存在較大的瑕疵,BOM的不緊沒有分級,而且錯誤率也比較高,更沒有BOM的校正流程和機制。
自制件的入庫數據較差,甚至成品均不能及時、入庫。僅僅成品做出庫處理。
沒有標準工序、沒有標準工時,目前為止還是計時工資。
外購件的即時庫存相對較準,但是自制件未走入庫和出庫流程,**的齊套控制無法實現。
5、缺少規范的運作體制和機制
到目前為止并沒有規范的訂單評審和確認、產品設計和投放、物料需求控制、生產計劃投放和控制等成熟的運行機制。作業過程還是以口頭、紙質為主,數字化和信息化的能力較弱。
無計劃、無調度和無改善機制,協同性極差。
二、改善目標
1、建立穩定的生產運作體系,建立以訂單優先序為核心的生產機制,提升準交率。
2、逐步建立起以計件結算為核心的員工薪資體系,逐步實現員工薪資計件化。
三、改善工作任務書
1、生產計劃改善任務

四、已采取的改善措施
1、強化計劃組織
明確以計劃員**計劃為主的PMC部門,建立起*總總直接領導的計劃體系。
明確以日調度:計劃、車間、采購、倉庫等人員,以銷售訂單為核心的優先序、齊套生產作業機制。
明確銷售訂單交貨周期、交貨日的控制機制,盡量控制插單、急單的發生。
2、建立以銷售訂單優先級為依據的生產任務作業體系
區分了所有銷售訂單的優先級:正常訂單 > 特殊客戶訂單 > 備貨訂單
建立了以訂單交貨周期消耗為依據的訂單優先級:黑色(訂單延誤)>紅色(快延誤)>黃色(正常)>白色(少投料)。
明確了訂單集批的依據:允許集批,但是白色區域的訂單任務并批時,需要*總批準。
明確了銷售訂單關閉的順序:先關閉正常訂單,再關閉特殊客戶訂單,最后關閉備庫訂單。
欠貨只欠備貨訂單,不得欠正常訂單、特殊客戶訂單。
明確了生產任務的關閉機制:日調度會時,現場關閉任務。
清理了銷售訂單,并區分了正常訂單、特殊客戶訂單、備庫訂單。
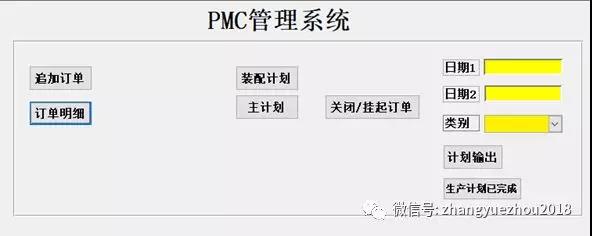
設計并實現了PMC作業系統:開發了適應甲方需求的小軟件系統,實現了正常訂單、特殊客戶訂單、備庫訂單的黑、紅、黃、白的輸出。
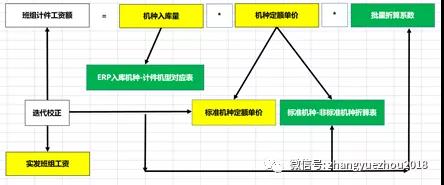
圖1 甲方PMC管理系統
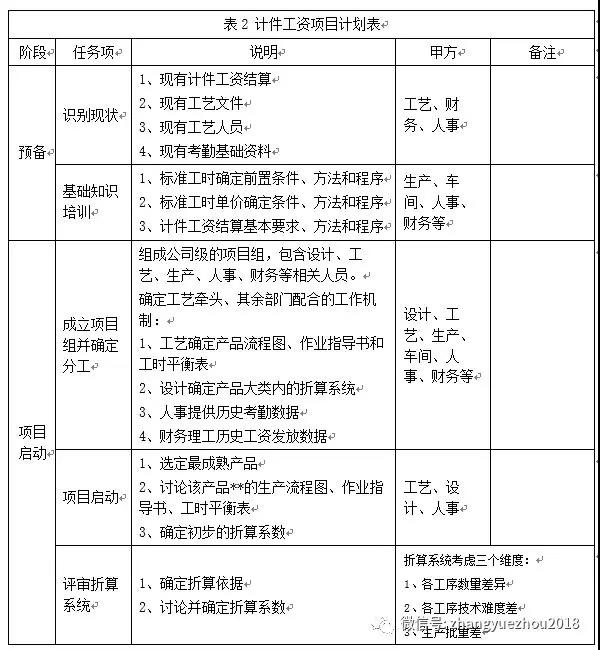
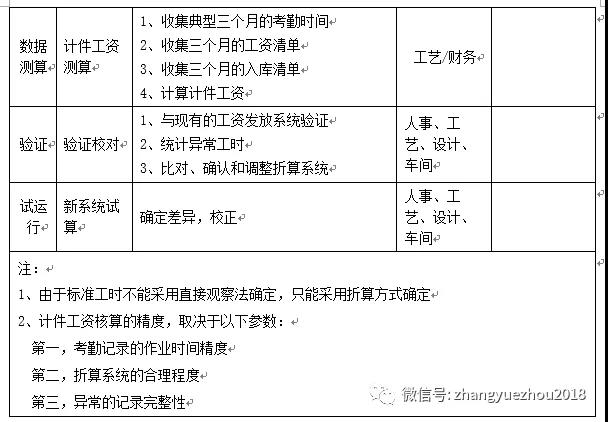
3、建立以班組計件(**班組)為試點的計件工資結算體系
確立了計件工資的核算模式:順算模式。
確定了**(班組)的基礎數據收集和核算公司。
正在進行ERP出入庫型號、計件單價型號的對應表確認。
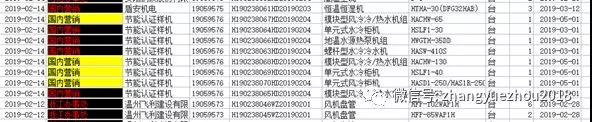
圖2 **(班組)計件工資結算邏輯圖
五、面臨挑戰
1、執行力差
很多工作部署后,遲遲得不到落實。
2、人力資源弱
由于組織結構不健全,而且PMC的人員數量、人員的技能均比較弱,基礎數據不全,致使推進力度、速度受到極大的影響。
3、協同性差
各個部門都要改善的愿望,但是多部門協同時配合性差。各個部門的任務往往均落實到車間、生產部門上,而生產部門需要忙于生產任務的完成。許多任務往往得不到落實。
4、改善周期長、見效慢
由于能力做,執行力又差,致使改善進度慢,效果差。反過來影響下一步的改善工作。
5、高層領導支持力度弱
高層領導想支持,肯支持,但是中層和基層能力弱,致使高層的支持無法落地,無法得到中層和基層的有效落地。
六、下一步改善建議
6.1 已有改善的鞏固和優化
任務一:生產計劃控制
1、有效執行優先順序開工、報工和關閉機制
已經用軟件將甲方所有的生產任務按照交貨日、交貨周期根據模型計算,確定了生產任務的優先順序:
最高:黑色,訂單已經延誤
次高,紅色,訂單即將延誤
中間,黃色,訂單需要關注
較低,綠色,訂單處于正常狀態
很低,蘭色,訂單不允許開工(或者,必須經過核準后開工)
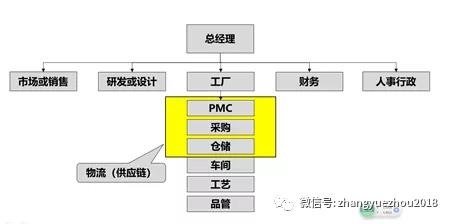
圖3 **生產任務優先順序示意圖
2、訂單報工
建立每天由**、**、**三個車間、PMC計劃員、出運員、采購員(必要時)組成的調度會議。并確定如下事宜:
第一,檢討前日的完工狀態和異常修補措施和資源配置。
第二,稽核當日、后一日生產任務的齊套和所需要的協同事宜
第三,關閉可以關閉的生產任務,并按照以下順序結案:正常訂單→特殊客戶→公司備庫。
任務二:計件工資結算
1、軟件完善
已經根據甲方現有(**)計件結算的模式和可以收集到的基礎數據,編制了**成型工段集體計件的模型(本周現狀安裝和調整)。
2、計件工資使用和完善
根據多個月的測試數據核算并與2018年實際發放的工資對比,調整工資定額、標準機型-非標機型折算系統、標準批量與非標準批量的折算系統,進行并行測試。
注:計件工資完成數量基準:當月在ERP完工入庫量。
3、計件工資正式上線
依據測試和調整值,**成型班組首先使用并推廣至全部。
6.2 剩余任務的推動
由于甲方的生產制造系統存在組織結構、人員編制、供應鏈流程、基礎數據、管理方式和方法一系列的問題,變革的范圍、方式均非常大,建議如下:
1、在忙季前和忙季中,就進行6.1任務的推動,降低人天投入。改善處于準靜止狀態。
2、在忙季結束后,實現較大范圍和變革。
第一,是組織結構的變革
目前甲方的制造體系基本上是處于一個較大部門:制造部。是與采購和倉庫平級的一個部門,戰略地位不夠高。沒有PMC部門且PMC部門的人員配置不佳(少且能力弱)。其余部門的人員配置也十分欠缺:缺**車間主任和配料組、缺工藝人員等。
未來需要整合生產和現有的采購、倉庫,實現大的的交付系統:
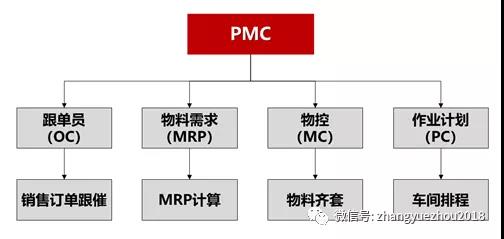
圖 4 改善后組織結構圖
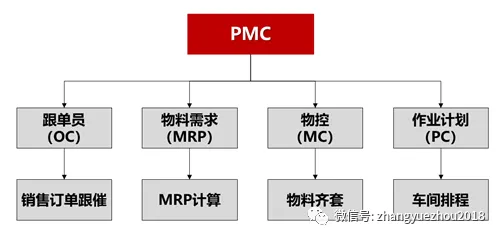
圖5 標準PMC組織結構和人員編制
第二,人員編制優化
在三個部門必須進行人員優化:
A、PMC
需要在PMC加大投入,增加專職的物料控制(將人員從目前的采購部門調入)、計劃(至少2人,一人負責**和**計劃、一人負責**計劃)以確保物料的可得性。計劃員作為計劃主管保持不變。
B、工藝
新增至少兩名工藝人員,其中一人負責甲方現有產品的工藝和工價的編制、校正和維護。一人負責圖紙、物料和BOM的完善。建立起完整的BOM和圖紙管理體制和機制,確保生產處于可控狀態。
第三,供應鏈流程優化
建立起從銷售訂單評審、錄入系統、物料需求和采購訂單下達和跟催、物料入庫、生產任務開工和齊套出庫、半成品/成品入庫和工單關閉的完整作業流程。
建立起客戶訂單、客戶備貨訂單、公司備貨訂單的緩沖機制,分別建立MTO(訂單式生產)、MTS(備庫式生產)轉化為MTA(可得性生產)的業務模式(標準機型、特殊機型。特殊機型的制造周期、標準機型的庫存水位等)。
建立起訂單異常、緩沖異常、質量異常等生產過程異常的協調機制和改善機制,建立起日調度會、周工作例會的管理和控制機制,確保生產過程有效控制。
第四,建立和完善基礎數據并用好ERP系統
逐步完善BOM(編制、發布和校正)、圖紙、工藝和標準工時的基礎生產管理數據,避免在技術源頭上出現較大的失誤和錯誤,以免對生產過程造成較大的傷害。
逐步完成庫存物流的優化,改變出入庫的流程和機制,校正即時庫存數據,實現實物與ERP賬目的同步和準確。
第五,采用基于客戶訂單的拉動系統
建立起以“MTO銷售訂單交貨日”、“MTS備貨成品庫存水位”為拉動點的生產任務、采購訂單的優先順序體系。
建立起“采購訂單優先順序”、“生產任務優先順序”的物料跟催、生產任務單投放(開始領料)的可得性控制系統,以確保總妝前齊套。
建立起**車間的倉庫配料機制并實現中、小批量的投料,加快**車間的訂單齊套(整車發運),增加流動性。
建立起的計件工資體系,并監控焊接工段的任務完成情況,確保工廠整個瓶頸產出。
第六,上述五個管理動作的改善,必須得到總經理及高層領導的共識,并投資相關資源(尤其是計劃、工藝人員)才可以得到有效實現。