摘要:TOC發明者高特拉特博士,對企業的流動性有非常明確定義:
總之,福特的流水線概念可以歸結為以下四要點,也是任何運營管理的精華:
1. 改善生產的流動性(等同于前置時間)是任何生產運營的首要目標。
2. 這個首要目標可通過設計務實有效的預防過多生產的機制來完成(預防過多生產)。
3. 所有的局部效率指標必須廢除。
4. 必須導入一個能平衡產線流動性的聚焦改善程序。
一家制造企業的流動性管理部門是PMC,自然我們需要多PMC進行定義。如果我們沒有定義清楚PMC部門該做什么,那一定是欠缺了。
PMC作業相關說明
一、PMC組織及人員編制
1.1 PMC組織結構圖
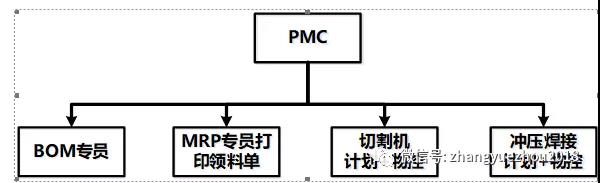
1.2 崗位職責
|
崗位
|
序號
|
崗位說明書
|
|
PMC
經
理
|
一
|
|
編制主計劃
|
|
1
|
組織銷售訂單評審,確定銷售訂單交期
|
|
2
|
編制主計劃(確定月度出運計劃)
|
|
二
|
|
MRP控制
|
|
1
|
確定“一個銷售訂單”一次MRP的模式
|
|
2
|
設置MRP相關參數并優化
|
|
3
|
手工需求申請控制
|
|
三
|
|
日物料齊套計劃和作業計劃達成
|
|
1
|
參加并主持日物料追蹤會議
|
|
2
|
參加并主持日計劃調度會議
|
|
四
|
|
異常處理
|
|
1
|
及時處理銷售訂單、生產任務單完工過程的異常處理
|
|
BOM
專
員
|
一
|
|
系統BOM編制
|
|
二
|
|
系列錄入銷售訂單
|
|
三
|
|
非包裝物料BOM變更控制
|
|
1
|
接收經過批準(銷售:胡雯/工藝:趙會有)的紙質變更申請單
|
|
2
|
在1日內進行系統BOM的變更,并建立變更臺賬
|
|
3
|
根據變更后的非包裝物料BOM,下達工程變更單至生產副總經理
|
|
MRP
專
員
|
一
|
|
MRP運算
|
|
二
|
|
生產領料單處理
|
|
1
|
根據作業日計劃要求,提前半天/一天打印領料單
|
|
2
|
根據PMC經理要求,打印手工領料單等
|
|
三
|
|
工程變更K3單據處理
|
|
1
|
根據收到的ECN,1日內變更系統單據
|
|
2
|
系統單據變更后,1日內書面方式
|
|
四
|
|
手工單據處理
|
|
1
|
K3系統中新建“工具等非MRP物料”采購申請
|
|
2
|
工具等非BOM物料外購入庫、領料單的打印
|
|
切
割
機
(計
劃
物
控
員)
|
一
|
|
周/日滾動計劃編制
|
|
1
|
周/日滾動計劃,需要做到產線:A、B、C線、底板輔助、切割部組裝、噴涂
|
|
2
|
周/日滾動計劃,平衡率為90%至110%,特殊情況下才可以到120%
|
|
二
|
|
物料齊套追蹤及會議
|
|
1
|
會議前,需要每日準備物料齊套報告
|
|
2
|
支持物料齊套追蹤會議(自制件/外購件)
|
|
3
|
物料不良、少料、退料等異常處理
|
|
三
|
|
生產任務完工追蹤
|
|
1
|
監督生產任務單關閉狀態,督促車間及時入庫
|
|
2
|
與車間確定清尾時間節點,確保生產任務及時關閉
|
|
沖
壓
焊
接
(計
劃
物
控
員)
|
一
|
|
周/日沖壓和焊接滾動計劃編制和完工追蹤
|
|
1
|
編制沖壓、焊接投料周、日計劃
|
|
2
|
追蹤生產任務單的關閉,督促車間及時入庫
|
|
二
|
|
沖壓和焊接采購到料和齊套控制
|
|
1
|
跟催沖壓和焊接所需要的采購物料
|
|
2
|
即時關注即時庫存數據,提出數據調整的原因和依據
|
|
3
|
沖壓焊接采購物料的質量、數量、規格的異常發起及處理
|
|
三
|
|
委外計劃及完工追蹤
|
|
1
|
根據K3的委外要求,編制委外計劃
|
|
2
|
與委外供應商聯系,發出委外訂單
|
|
3
|
并實時與委外供應商對接,組織委外物料的領料和發貨
|
|
4
|
督促委外出運物料的跟蹤入庫,及時關閉委外訂單
|
|
5
|
委外質量、數量異常的發起、處理和跟蹤
|
|
四
|
|
委外采購物料及委外完工入庫跟蹤
|
|
1
|
根據K3委外訂單要求,跟蹤委外原材料入庫
|
|
2
|
處理委外原材料的質量、數量異常
|
二、MRP邏輯
2.1 交期定義
1、采購、委外交貨日確定
第一,采購交貨日=下單日+采購前置周期
采購前置周期由采購人員根據物料種類進行評審、確定,由生產副總經理批準后,BOM文員錄入系統。
后續采購訂單按此日期進行下單,但是具體的到貨日期,有PMC臨時指定(尤其是提前、或長時間延后)。
MRP專員MRP運算后,依據此設置條件默認下推即可。

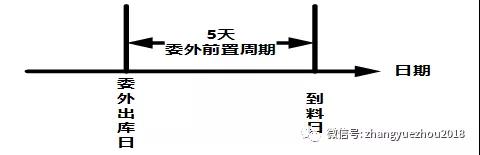
第二,委外交貨日=委外出庫日+委外加工周期
委外到料日也是基于在委外出庫日(委外物料分為自制、外購兩種屬性)加委外前置周期確定(正常批量狀況下)。
第三,銷售交期定義

2.2 經濟批量及MRP模式
1、確定“單次”、“批次”投料模式
由PMC會同沖壓車間、注塑車間、采購部門確定自制件物料、采購件物料進行“單次”、“批次”評審。
“單次”物料的,一個銷售訂單進行一次MRP運算,直接下達采購訂單、委外訂單和生產任務單。
“批次”物料的,按照設定的經濟批量(采購,最小起訂量、自制,經濟生產任務量)采購。
由PMC發起,會同采購部、沖壓車間、注塑車間,進行經濟批量的評審,并經生產副總簽字確認后,由BOM文員在物料屬性中設置。
MRP專員依據標準MRP運行,直接下推生成采購申請、委外申請和生產計劃。
2、MRP模式設置及MRP運算
MRP運算模式設置時,至少考慮無需求庫存扣減、無需求在途物料扣減,即在計算時間,需要扣除“無需求的庫存量”、“無需求的在途量”,實現MRP運算的自動扣料。
堅持一張銷售訂單進行一次MRP運算模式,隔離銷售訂單之間的需求,確保實現物料的可跟蹤性。
三、單據控制
3.1銷售訂單(銷售出庫)控制
1,銷售訂單評審
PMC經理主導銷售訂單的評審。
含有新產品的銷售訂單,需要有設計、模具、工藝、車間、銷售共同參加的銷售訂單專題評審會議,才可以確定交期。
返單的評審,由PMC經理主導(標準交期45天/包裝物料確認日+20天),可以郵件等其他方式評審。
建立“周產銷對接會議”,及時過濾和刷新銷售訂單交期。
2,銷售訂單接受和系統錄入
BOM文員在錄入銷售訂單前,需審核銷售訂單各款產品的BOM適配性(是否有、是有有變更等),確認BOM適配后,才可以錄入銷售訂單。
允許銷售訂單分別下達:先下達不含包裝的裸機訂單,后下達確認好的包裝件。確定包裝物料清單的銷售訂單交期=包裝物料確認日+20天。
3,銷售訂單關閉
新系統中需要錄入客戶,按照系統的要求,進行銷售出庫工作,關閉銷售訂單。
4,銷售訂單變更控制
銷售員發起銷售訂單變更【數量、品種、BOM用料、顏色等(潘通色號)等】,PMC的BOM專員為審核后的變更申請單。
BOM專員依據變更申請要求,核實后變更。
變更后發出變更通知單,并經過生產副總簽核后下發。
PMC的MRP專員,為紙質工程變更單的下發員。
MRP專員,首先必須對系統單據進行必要的變更,同時下發紙質文件。相應,采購,車間,需執行變更。
3.2 MRP需求及下達
1、根據K3 WISE系統(以下簡稱:系統)的MRP設置,進行MRP需求運算
2、MRP專員僅需要根據MRP運算得出物料的品種、數量下達生產計劃、委外計劃和采購申請,不得隨意變更。
3、MRP專員根據PMC經理確定要求,維護系統的生產計劃、委外計劃、采購申請的最終完工日或交貨日。
3.3 采購訂單(外購入庫)下達及關閉
采購員依據系統下達的采購申請下推為采購訂單,下發至供應商。
采購文員依據供應商送貨單、引用采購訂單轉換為外購入庫單。
倉管員根據實物、IQC檢驗合格簽字、外購入庫單審核外購入庫單,完成采購訂單的關閉。
3.4 委外訂單(委外出庫、委外入庫)下達及關閉
委外計劃員依據系統的委外申請,下推委外訂單,下發至供應商。
根據委外訂單,開具委外出庫單,進行倉庫領料。
供應商完工后,出具送貨單并有采購文員轉成委外入庫單、經IQC檢驗合格后,送倉管員審核。
倉管員依據送貨單、委外入庫單、檢驗合格單清點實物數量后,審核委外入庫單,完成委外訂單的關閉。
3.5 生產任務(領料單、產品入庫單)下達及關閉
1、PMC需編制月(出運)、周、日計劃。
2、切割機總裝、底板輔助/切割部組裝、噴涂日計劃有切割機計劃員編制;沖壓和焊接日計劃由沖壓和焊接計劃員編制。
切割機總裝、沖壓和焊接計劃員,同時需要追蹤物料到料、齊套狀況。
3、切割機總裝車間需按照切割機總裝計劃員的日計劃作業,不得提前和延后作業。
4、車間依據PMC編制的計劃到MRP專員開出領料單,倉庫依據系統領料單發料。
5、PMC在確定開工生產任務時,需查詢和確認物料齊套。除非緊急生產任務,否則不齊套則不開工。
6、PMC組織每日的調度和物料齊套追蹤,確保生產任務的及時完工。
PMC在組織日調度前,編制好當日、次日、第三日的切割機總裝計劃。
沖壓和焊接的作業計劃,需提前10天左右作業,并按照到料、沖壓車間的產能狀況自行安排。

注塑車間的作業計劃,自行提前安排。
7、車間在完工生產任務后,需要即時開具產品入庫單,經過品管檢驗后,交倉庫驗收入庫。
8、倉庫收到產品入庫單、實物后,要抓緊時間進行產品入庫,確保即時庫存的準確。