工藝路線與加工路徑是什么關系,好像日常工作中似乎沒有做特別的強調,但是在精益細化管理過程,時常會混淆從而會有錯誤認識。
1、工藝路線
工藝路線是指工序的順序關系,是由產品、零件的加工特征所決定,不能隨意更改。
如實木家具廠的大的加工順序是:備料→白茬→油漆→包裝四個大的工序,不能違反。
在白茬的加工中:高速四面刨→Comen,而橫截→順沖→NC則是前一個工藝的替換路線。工藝路線可以替換(小段部分),但是必然會有順序限制。
2、加工路徑
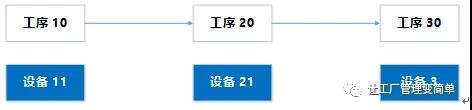
加工路徑是指工件流經不同加工設備的路徑,一個工藝路線有不同的加工路徑。如下一所示,可以有不同的加工路徑:

路徑1:設備11→設備21→設備3
路徑2:設備11→設備22→設備3
路徑3:設備12→設備21→設備3
路徑4:設備12→設備22→設備3
當然,兩者有一個狀況是重合的,就是當每個工序的設備數量=1時,工藝路線就是加工路線。
3、加工路徑優化
APS對加工路線的優化體現在兩個方面:
其一,同一工序上的單個設備上的加工任務集批優化
眾所周知,要減少換模(換型)時間,加工作業批量是最好的辦法。但是加大作業批量需要受到訂單完工日期的限制。在達成訂單完工日期的前置條件下,實現工序單個設備的加工量最大,是APS需要回答的問題。
其二,整個加工路徑上的設備加工任務集批優化
APS可以依據設置的優化規則,自動選擇或換模(換型)時間最少、或瓶頸有效產出最高、或成本最低的優化規則,在訂單完工日期滿足的前置條件下,選擇最優加工路徑。
隨著工序10、工序20、工序30設備的不同,其加工路徑的綜合會非常多,APS計算會依據優化規則的設定要求,自動選擇最佳的加工路徑。
